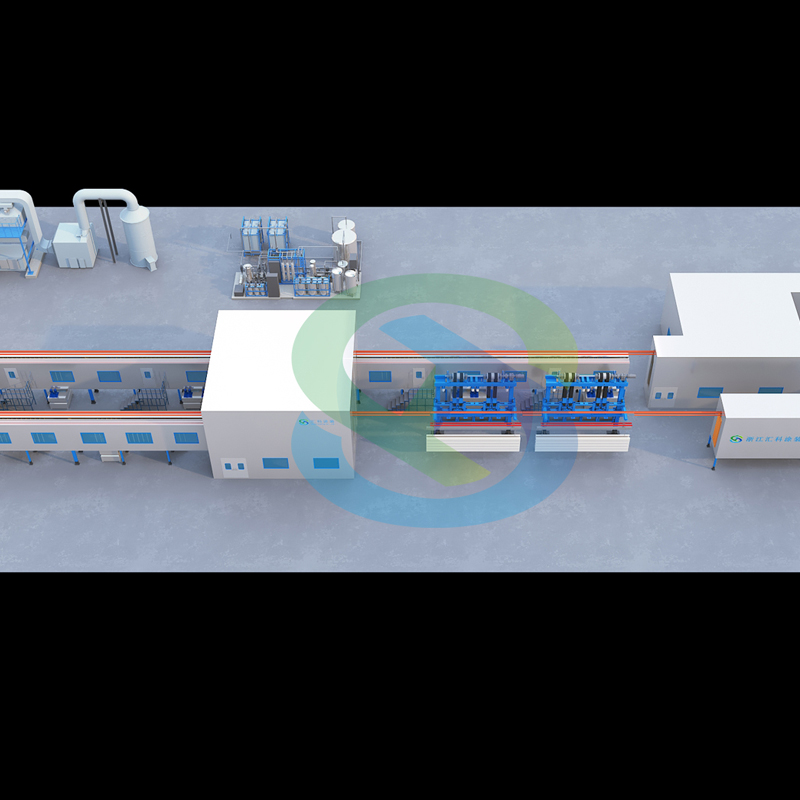
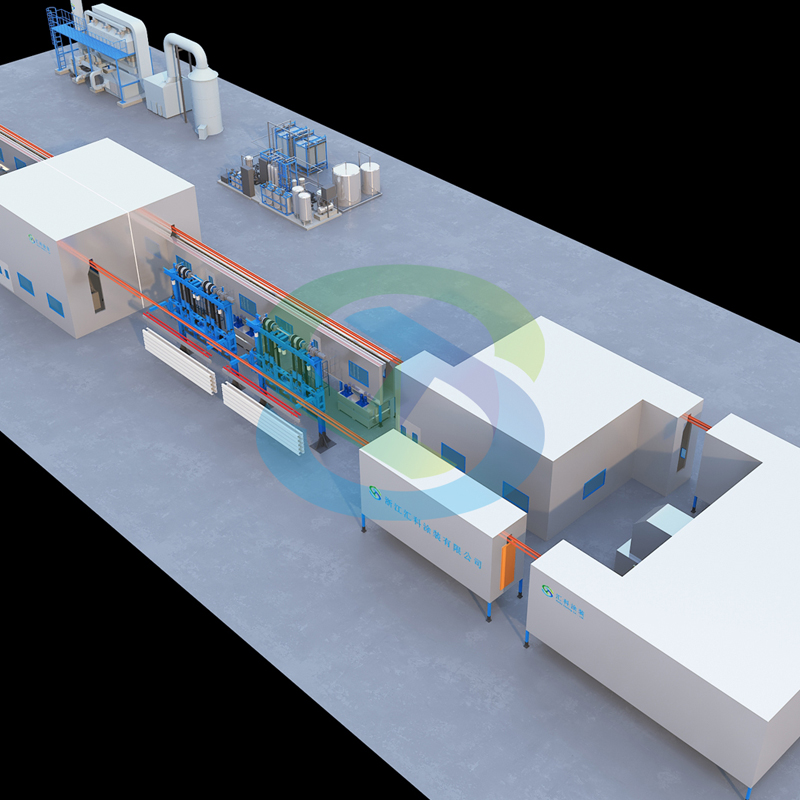
The chain electrophoresis assembly line produced by our company adopts a variable frequency speed control system, driven by a chain, with significant characteristics such as high single machine conveying capacity, simple structure, and high reliability. Widely used in various industries such as home appliances, hardware, civil aviation, transportation, construction, power control, medical equipment, mechanical equipment, etc.
Introduction to Electrophoretic Process Flow
The electrophoresis process is divided into anodic electrophoresis and cathodic electrophoresis. If the coating particles are negatively charged and the workpiece is the anode, the deposition of coating particles on the workpiece under the action of electric field force is called anodic electrophoresis; On the contrary, if the coating particles are positively charged, the workpiece becomes the cathode, and the coating particles deposit a film on the workpiece, which is called cathodic electrophoresis.
The characteristics of anodic electrophoresis are: cheap raw material prices (generally 50% cheaper than cathodic electrophoresis); The equipment is relatively simple and requires less investment (generally 30% cheaper than cathodic electrophoresis); Low technical requirements; The corrosion resistance of the coating is worse than that of cathodic electrophoresis (about 1/4 of the cathodic electrophoresis life).
The reason for the high corrosion resistance of cathodic electrophoretic coatings is that the workpiece is a cathode, which does not undergo anodic dissolution, and the surface of the workpiece and the phosphating film are not damaged; Electrophoretic coatings (usually nitrogen-containing resins) have a protective effect on metals, and the paint used is expensive and of high quality.
The general process flow of anodic electrophoresis is:
Workpiece pretreatment (degreasing → hot water washing → rust removal → cold water washing → phosphating → hot water washing → passivation) → anodic electrophoresis → workpiece post-treatment (water washing → drying).
1. Remove oil. The solution is generally a hot alkaline chemical degreasing solution, with a temperature of 60 ℃ (steam heating) and a time of about 20 minutes.
2. Wash with hot water. Temperature 60 ℃ (steam heating), time 2 minutes.
3. Rust removal. Use H2SO4 or HCl, such as hydrochloric acid rust removal solution, with a total acidity of HCl ≥ 43 points; Free acidity>41 points; Add 1.5% cleaning agent; Wash at room temperature for 10-20 minutes.
4. Wash with cold water. Wash with running cold water for 1 minute.
5. Phosphating. Use medium temperature phosphating (phosphating for 10 minutes at 60 ℃), and the phosphating solution can be used as a commercially available finished product.
The above process can also be replaced by sandblasting → water washing.
6. Passivation. Use the medication that matches the phosphating solution (provided by the phosphating solution manufacturer) and let it sit at room temperature for 1-2 minutes.
7. Anodic electrophoresis. Electrolyte composition: H08-1 black electrophoretic paint, solid content mass fraction of 9% to 12%, distilled water mass fraction of 88% to 91%. Voltage: (70 ± 10) V; Time: 2-2.5 minutes; Paint temperature: 15-35 ℃; Paint pH value: 8-8.5. Pay attention to cutting off the power when the workpiece enters and exits the slot. During the electrophoresis process, the current gradually decreases as the paint film thickens.
8. Wash with clean water. Wash in flowing cold water.
9. Drying. Bake in an oven at a temperature of (165 ± 5) ℃ for 40-60 minutes.









 浙公网安备33032602100619号
浙公网安备33032602100619号